Unit heaters for Poultry and Pig farms or swimming pool heating applications
Unit heaters for Poultry and Pig farms or Swimming pool heating applications

Unit heaters for poultry farmers, pig sheds or swimming pool heating or other arduous heating applications such as agricultural heaters
When warm air space heating certain applications such as indoor swimming pools, poultry farms or sheds and pig breeding facilities it can be difficult due to the arduous conditions that hot air heater need to withstand.
We supply a full range of hot water fed warm air unit heaters that are the perfect solution for these heating requirements. Whether it be heating a commercial poultry shed, farms, greenhouses, barns, nurseries, swimming pools, stables, or other similar livestock buildings or structures.
The “HCF” series of hot air unit heaters are predominantly for heating environments with high-dust or chemical concentrations, as well as for food production or farming company operations.
Warm air space heating for difficult environments
Agricultural farming heating applications often include a high concentration of acids and ammonia (especially relevant to pig sheds / farms), as well as a high quantity of dust in the air (especially relevant to poultry farms / poultry farming)
Swimming pool air heating systems also must be suitable for a high chlorine content within the air, which is very corrosive to warm air heaters heat exchangers.

High ammonia or chlorine air content damages standard heat exchangers – thus a protective coating is required for a pig farm or poultry houses or air heaters for swimming pools
Air Heaters
These warm air space heaters are fed by hot water, which can be generated by LPG or natural gas, oil or biomass boilers (wood pellets or logs) or alternatively heat pumps either air source or ground source units for higher efficiency to reduce energy costs.
This heated hot water is then pumped around the heating system to the unit heaters which can be wall mounted or suspended from the ceiling of the building to expel the heated air flow.
The heat output is directly related to the flow and return temperature supplied to the unit heater, and the desired air temperature you would like to achieve to overcome the heat loss of the building in question.
Construction of the heaters
This range of unit heaters has the casing manufactured from expanded polypropylene, which is abbreviated to EPP, and is a recyclable moulded foam that a distinct set of characteristics that are hard to come by in any other material:
- Impact absorption provides strong damage resistance and form recovery. This reduces the likelihood of damage during operation or installation.
- High resistance to the environment: able to withstand most chemicals, including oils and lubricants.
- Lightweight: These heaters’ lower weight makes installation simpler.
- Noise absorption characteristic: which lessens vibration and noise from the heater in operation.
- Great structural strength and capacity to support loads.
- Good insulation properties – which means the heat is not absorbed by the heater casing but rather into the areas being heated, ensuring high efficiency in operation
Heat exchanger construction and advantages
The heating coil within this unit heater range is constructed using energy efficient copper and aluminium, which can be supplied with hot water up to a temperature of to 120 °C and a pressure of up to 16 Bar.

The heat exchanger then has a special GOLD EPOXY coating applied to it, which includes an anti-bacterial layer.
We treat the heat exchanger of the unit which has aluminium fins with a Gold Epoxy polyurethane coating, which helps to preserve HVAC equipment from corrosion, reducing energy expenditures, maintenance expenses, and premature replacement.
After this initial coating, the heat exchangers are also having an additional epoxy coating, which is applied to protect the heat exchanger from highly corrosive environments. The epoxy layer has also undergone the salt spray test according to ASTM B 117.
This coating has the following benefits and advantages –
- Increases the lifespan of the unit heaters in harsh environments by preventing corrosion of the heat exchanger coils.
- The heating capacity of the unit heaters is also unaffected by the epoxy coating.
- The epoxy layer has undergone the salt spray test as well.
- The antibacterial layer stops bacteria from growing within the heating coils of the unit heater.
- Furthermore, the elastic layer of the epoxy coating prevents cracking when the coil is thermally dilated.
Product range
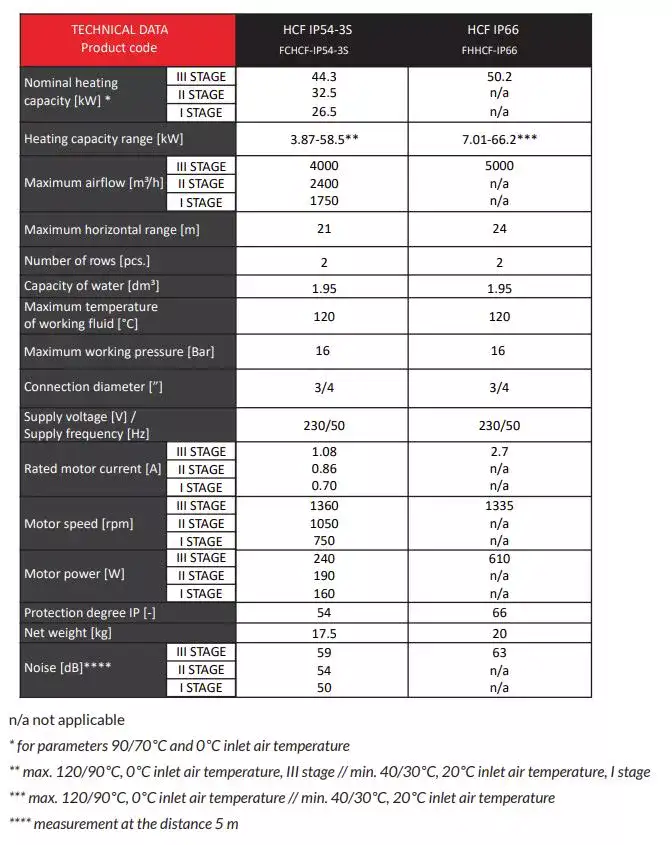
We do two units, both are equipped with the protected heat exchanger construction for arduous use, and can be either be wall mounted or ceiling mounted in any commercial buildings –
The HCF IP54 – 3S industrial unit has a IP54 rated motor, which has 3 speeds – heated output rating of up to 58.5 kW at a flow temperature of 120/90°C and 0°C inlet air temperature.
Or
The HCF IP66 industrial unit has a IP66 rated motor, which has a one speed fan – heated output rating of up to 66.2 kW at a flow temperature of 120/90°C and 0°C inlet air temperature.
HCF IP54 or IP66 motor rated air heater
This detail is included in our brochure which can be downloaded here
and the technical manual is here
Download the Technical Manual – HCFIP54-3S and HCFIP66 hot water unit heaters
Unit heaters for Swimming pools

Swimming pool heating using unit heaters
Indoor pools are often heated all year, the pool area must be kept at a high temperature (about 32 degrees Celsius when the pool is in use), and the structure itself is likely to have a substantial quantity of windows, resulting in poor thermal insulation values.
To keep the humidity in a pool room at a tolerable level and to protect the building’s fabric, you’ll need a good hot air heating system with enough power to quickly bring the air temperature back up to the desired air temperature while the pool is in use.
Our unit heaters for swimming pool heating systems have a EPP plastic manufactured casing which is resistant to air with a high chlorine content. EPP is a robust material and a 100% recyclable product as well.
The Gold epoxy polyurethane coating with its high chemical and high salt spray resistance features ensure that our swimming pool heaters provide the best protection from the chlorinated air and ensure reliable longevity of the product.
The unit heater we recommend for swimming pool heating systems is our IP66 unit, which is a single phase powered heater. This “IP” means the motor has total dust tightness and has protection against a stream of water (100 l/min) from any direction. Water being an obvious potential hazard in a swimming pool environment.
Although if the unit heater is to be placed in a location further away from the pool itself, then the IP54 motor rated units, which can sustain water splashed against the motor from any direction and have no harmful effects should suffice.
If in any doubt, go for the IP66 rated unit is our advice.
Agricultural heaters
Agricultural heaters may be utilised in a variety of settings, including greenhouses to maintain appropriate growth temperatures and frost protection and barns to keep livestock warm through cold weather.
We’ll will break the section of agricultural heaters down to applications.
Poultry heater
With poultry farm heating or other farm animals such as turkeys etc, the biggest issue is the amount of dust that occurs within the poultry houses or farm. This dust can block the heat exchanger up, thus the requirement for easy cleaning is essential for agricultural heaters.
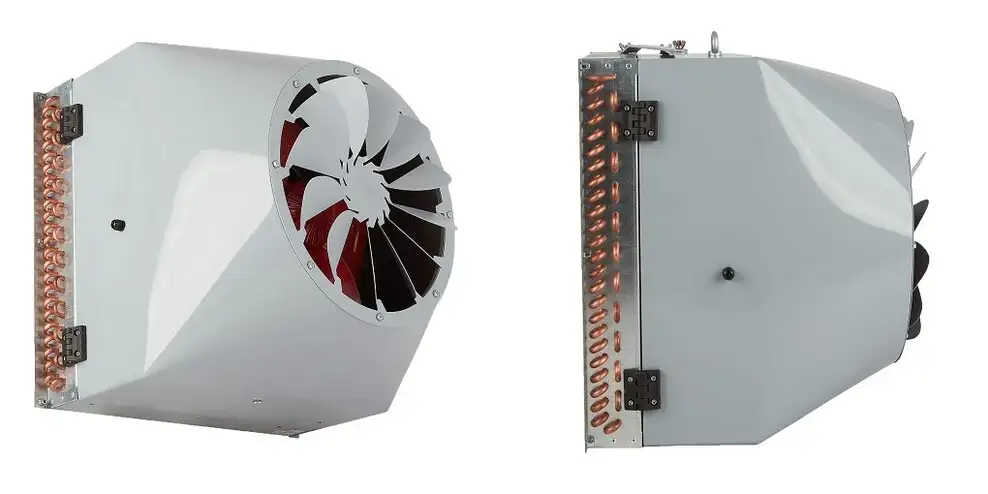
The “HCF open is fitted with a completely opening casing that allows easy servicing access to the units heat exchanger.
Unlike direct-fired gas or oil-fired heaters, which bring combustion gases into the poultry farm,our air heaters do not introduce water vapour into the building, resulting in drier litter and higher air quality, which leads to greater bird development when using our unit heaters in poultry farming heating.

HCF “Open” series – the heat exchanger is easy to clean, as the unit will pivot open which is essential in poultry farm heating
This unit has gold epoxy coating and an “IP66” rated fan motor to handle these types of site conditions that a poultry heater must endure.
HCF Open series Poultry heater for a poultry house or shed
Full heat output data are detailed in the following brochure
Download the HCF Open series unit heaters brochure – Flexiheat UK
Greenhouse heating
Thermal conditions that are optimal support healthy plant growth and boost crop efficiency.
The fans of the units make sure that heat is distributed evenly throughout the greenhouse. This ensures that there are no cold or overly hot areas.
Our hot water fed unit heaters allow you to adjust growth conditions, resulting in improved crop quality and output regardless of the size of your greenhouse.
Dust usually isn’t an issue in greenhouse heating – thus we would recommend our HCF IP54 unit or the IP66 unit.
Thermostat and controller options
We can supply this range of high efficiency wall mounted or ceiling mounted space heating units with various control options.
Thermostats and timers: Our selection of thermostats and programmers allows you to regulate the heating zone’s temperature as well as the times that the units run.
A three-speed fan controller with thermostat, a fully programmable controller – designated the “HMI” controller, and actuated control valves.
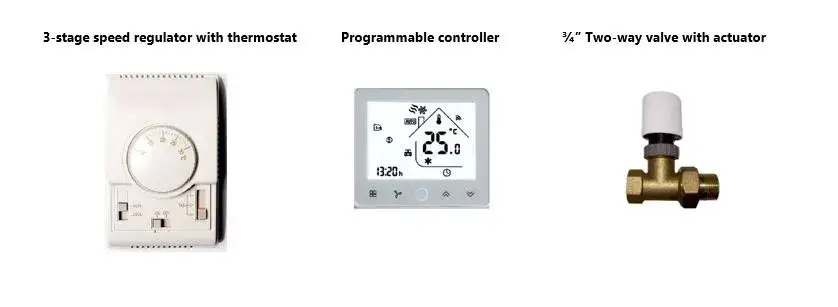
Control and valve accessories for the range
Contact us
Should you require any prices or to check stock on our Unit heaters for Poultry and Pig farms or Swimming pool heating applications, then please don’t hesitate to contact our sales team on 01202 822221 or use our email contact form via the contact tab above to message us.
 Flexiheat UK
Flexiheat UK Flexiheat UK
Flexiheat UK