Commercial Boilers
Commercial Boilers

Gas condensing boilers for commercial boiler installations
Commercial boilers are manufactured to fulfil the special needs of commercial premises or businesses or for heating apartment buildings with heat interface units, via a local heating network. Commercial boilers work similarly to domestic boilers, but they generate a larger heat output, making them suitable for commercial boiler installations.
Whether you are a professional heating engineer or a business owner looking to upgrade your boiler, this introduction about boilers with high energy-efficiency for commercial or even industrial heating will show you your options.
Our commercial boiler range has been designed and developed to meet a wide range of applications and project requirements from heating commercial stores, factories, schools, hotels, pubs, and leisure industry – just to name a few commercial heating applications with condensing technology to achieve the energy savings.
Commercial boiler systems
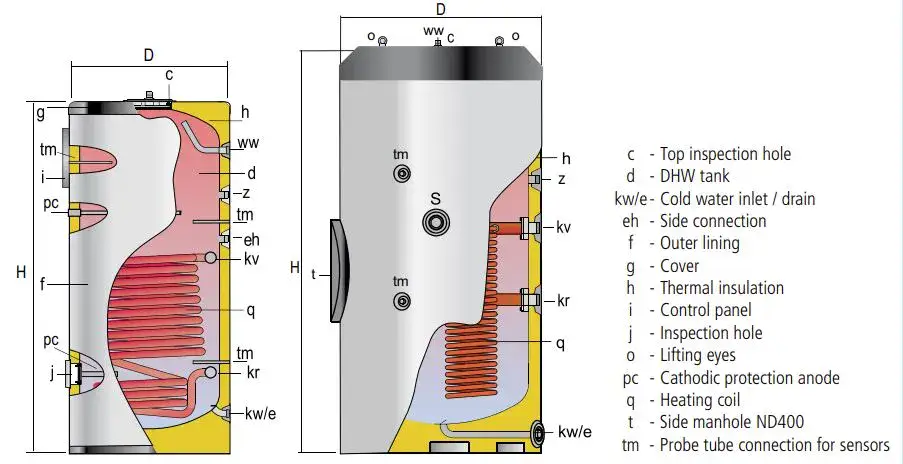
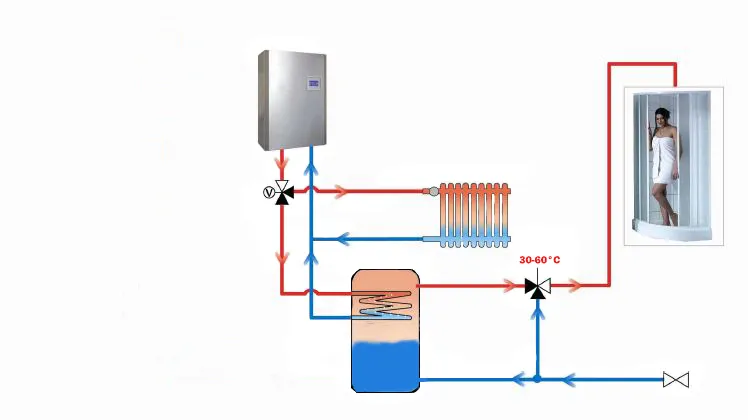
They are ideal boilers or perfect solution for producing domestic hot water as well as doing the heating system in a commercial property. This is achieved by using a boiler or even boilers in conjunction with suitable indirect hot water heaters or heat interface units. Making them a system boiler in this case.
Wall hung boilers

Gas boilers – wall hung boilers with condensing technology for commercial heating
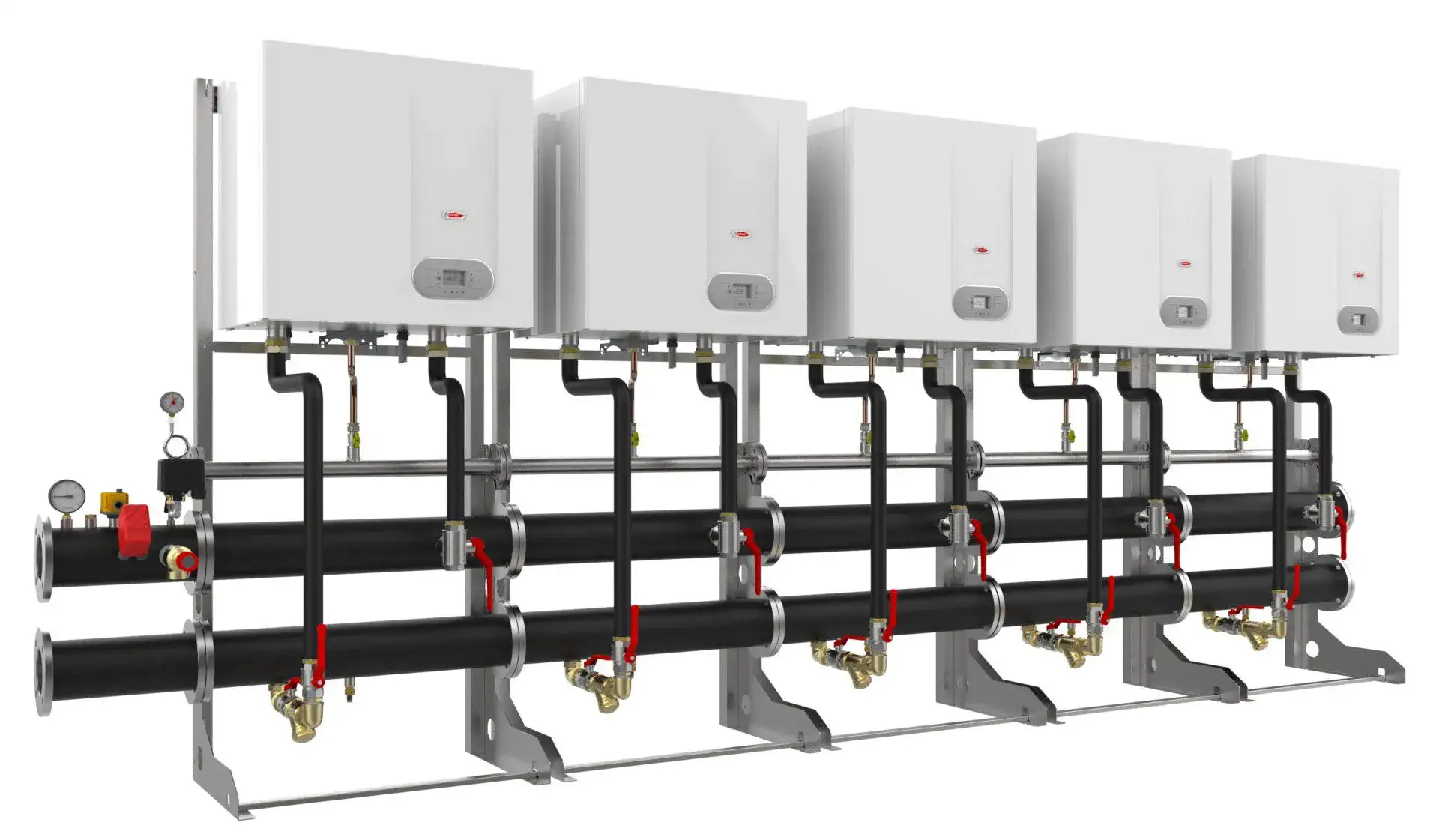
Wall hung gas condensing boilers are the most popular units these days for commercial buildings – especially in reference to commercial gas boilers, as they are the ideal boilers to fit in relatively small boiler houses and are easy to cascade to suit any project.
Commercial gas boilers in cascade offer higher modulation ratios, and when you bear in mind that commercial boilers spend 70% of their time at 30% of heat output, and the other 30% of their time at full output range, commercial gas boilers that have a high modulation ratio support these demand cycles.
The result is longer run times with lower cycle rates as the boiler controller operates the required number of commercial boilers or boiler to meet the heating demand of the system, which also reduces the wear and tear on boiler installation as continually cycling on and off can result in early failure of gas valves, fans and pumps fitted to the boiler or heating system.
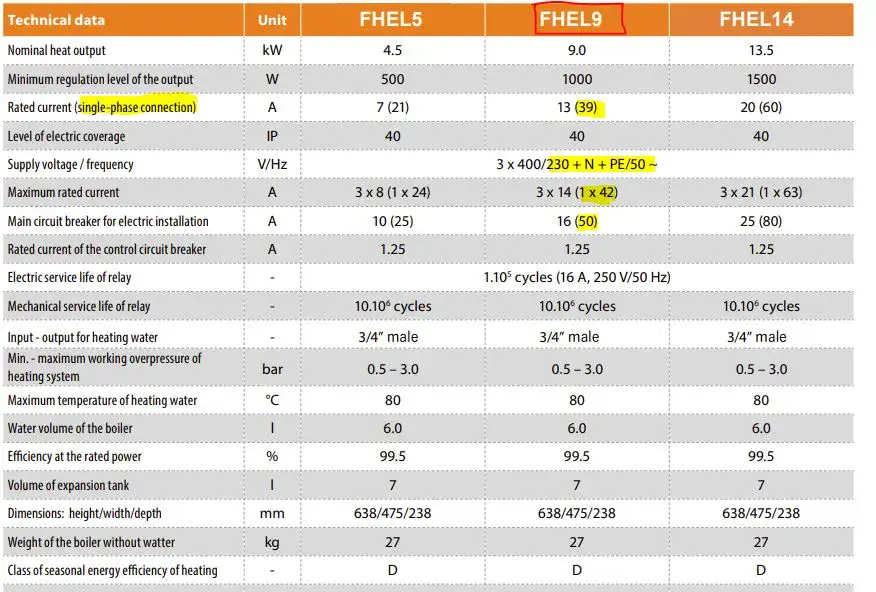
We supply a full range of high efficiency commercial gas boilers, with modulation figures for single piece boilers of 1:20 and when used in cascade, with a maximum kW output of 960kW, so we can cover or fill any industrial or industry heating requirement as well as commercial applications.
Commercial floor standing boilers are still a very popular installation in the UK, floor mounted boilers are available as gas fired either natural gas or as an LPG condensing boiler , electric or oil fired condensing boiler ranges with some very large outputs.
Commercial floor standing boilers
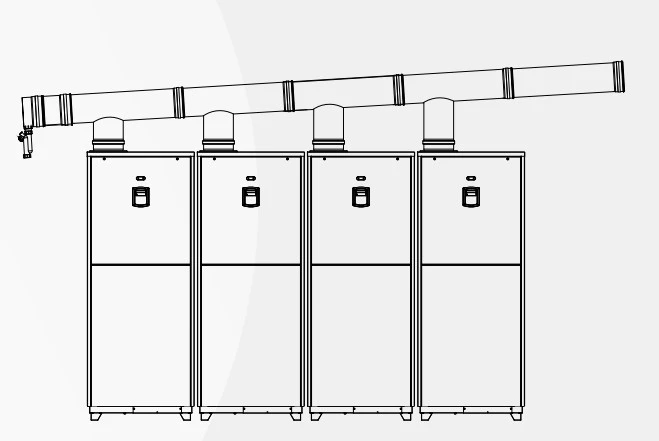
Commercial floor standing boilers or free standing boilers are still a very popular installation in the UK for commercial applications, floor standing boilers are available as gas fired either natural gas or LPG, electric or oil-fired ranges with some very large outputs. There are various subject options –
Gas-fired floor mounted boiler range

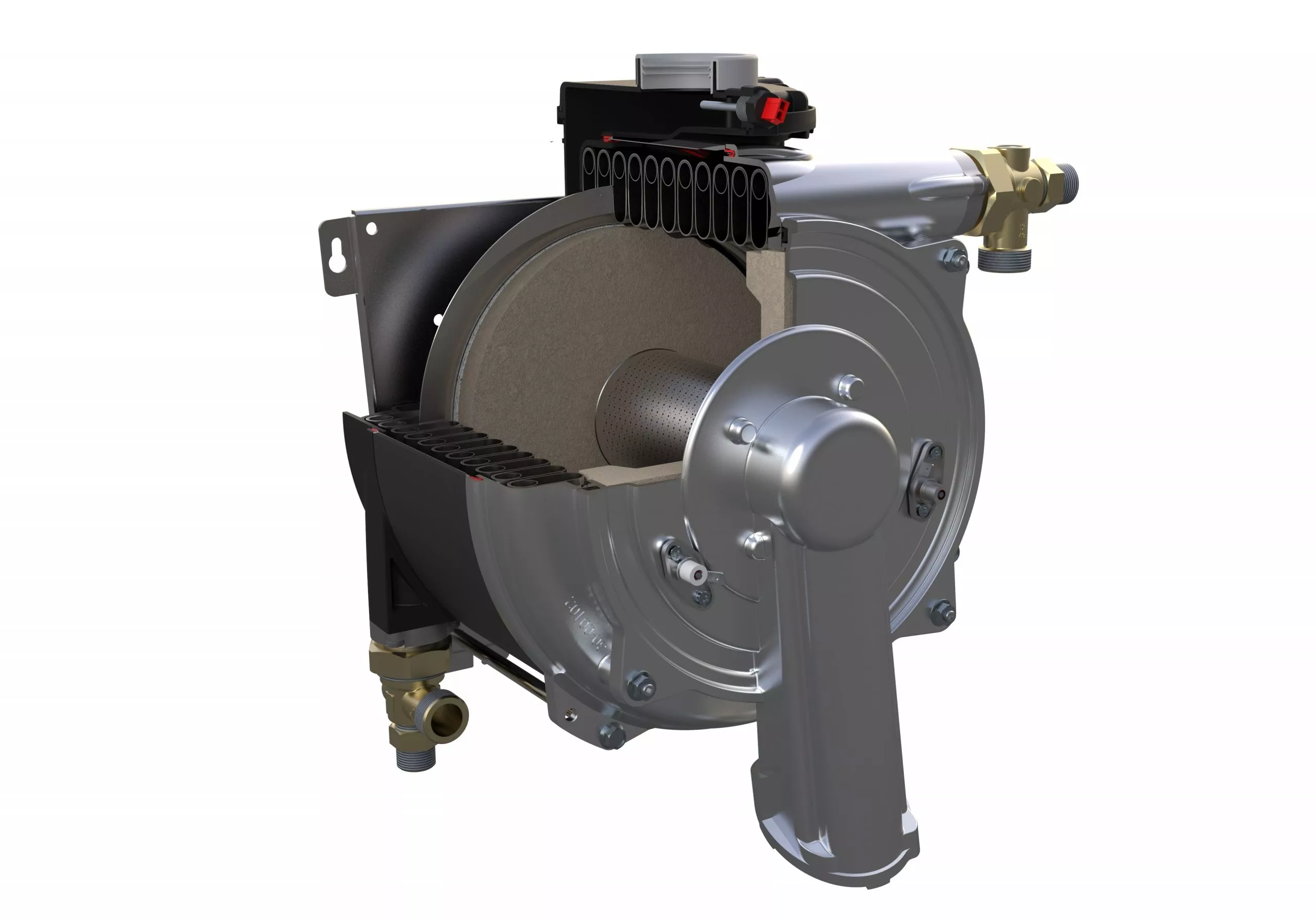
Gas condensing commercial and industrial range – stainless steel heat exchangers
Our gas fired floor mounted commercial gas boiler range is detailed more on the following webpages – Commercial gas boilers – floor standing, or wall hung up to 960kW of output power or our commercial and industrial gas fired floor mounted boilers – which you can install up to 12,160 kW of heating power – which is a large amount of heat ! and enough to cover any installation requirements from one of the leading brands of gas condensing boilers for industry or commercial applications.
Oil fired floor standing commercial / industrial heating boilers

Also available as a dual fuel commercial boiler – oil and gas fired
Commercial oil fired boilers, that are floor standing start at 70kW and go all the way up to 1,550 kW in condensing oil fired boilers – the UK and European legislation states that all boilers from 70kW to 400kW must be condensing to meet the Energy Related Products Directive requirements for heating systems for commercial premises. See this webpage for more information on our commercial floor mounted oil boiler range.
But it would be foolish not to use condensing technology above the stipulated 400kW, as condensing condensing technology is 20% more efficient than a non-condensing boiler, and benefit from low emissions. Again, they can produce domestic hot water through our commercial hot water indirect cylinders or heat interface units.
Frequently asked questions
Here’s some frequent questions we get
What are commercial boilers?
Commercial boilers are widely used to heat structures such as offices, schools, blocks of flats, and local surgeries or hospitals etc. They typically create hot water using either gas, electricity, or oil as a fuel source. This heated water is used to power the heat emitters in the building, such as underfloor heating, radiators, or fan coil units.
What size is a commercial boiler?
Gas and oil-fired commercial boiler range in size from 70kW to 2,000 kW plus. This wide range of output capacities helps to guarantee that businesses may select products that fit their individual heating and hot water requirements.
Commercial boiler prices UK
If you require any further support, advice, latest offers of our commercial boilers range, be they floor standing or wall hung models then, please contact us via our email contact form above on the website or call our business sales services team direct on 01202 822221 and deal with your commercial project interest. Sign up and follow us on Facebook and twitter for our latest news.